Zunächst war es nur eine alte, unschuldige USB-Maus mit Kugel …

… dann wurde die X-Y-Z Maus daraus gefrickelt:

… für mehr Spaß beim Einrichten der CNC-Fräse.

Zunächst war es nur eine alte, unschuldige USB-Maus mit Kugel …
… dann wurde die X-Y-Z Maus daraus gefrickelt:
… für mehr Spaß beim Einrichten der CNC-Fräse.

… sorry, mehr Gemüse hatten wir nicht zur Hand.
Cutter Einstellung: alles engrave, power 40, speed 100
Nachdem sich Rosty schon einmal mit dem Gravieren von Bananen auseinander gesetzt hat, haben wir uns heute an einer Zwiebel versucht.
… bei Zwiebel, was liegt da näher als einfach das Logo des Tor-Projekts zu versuchen:
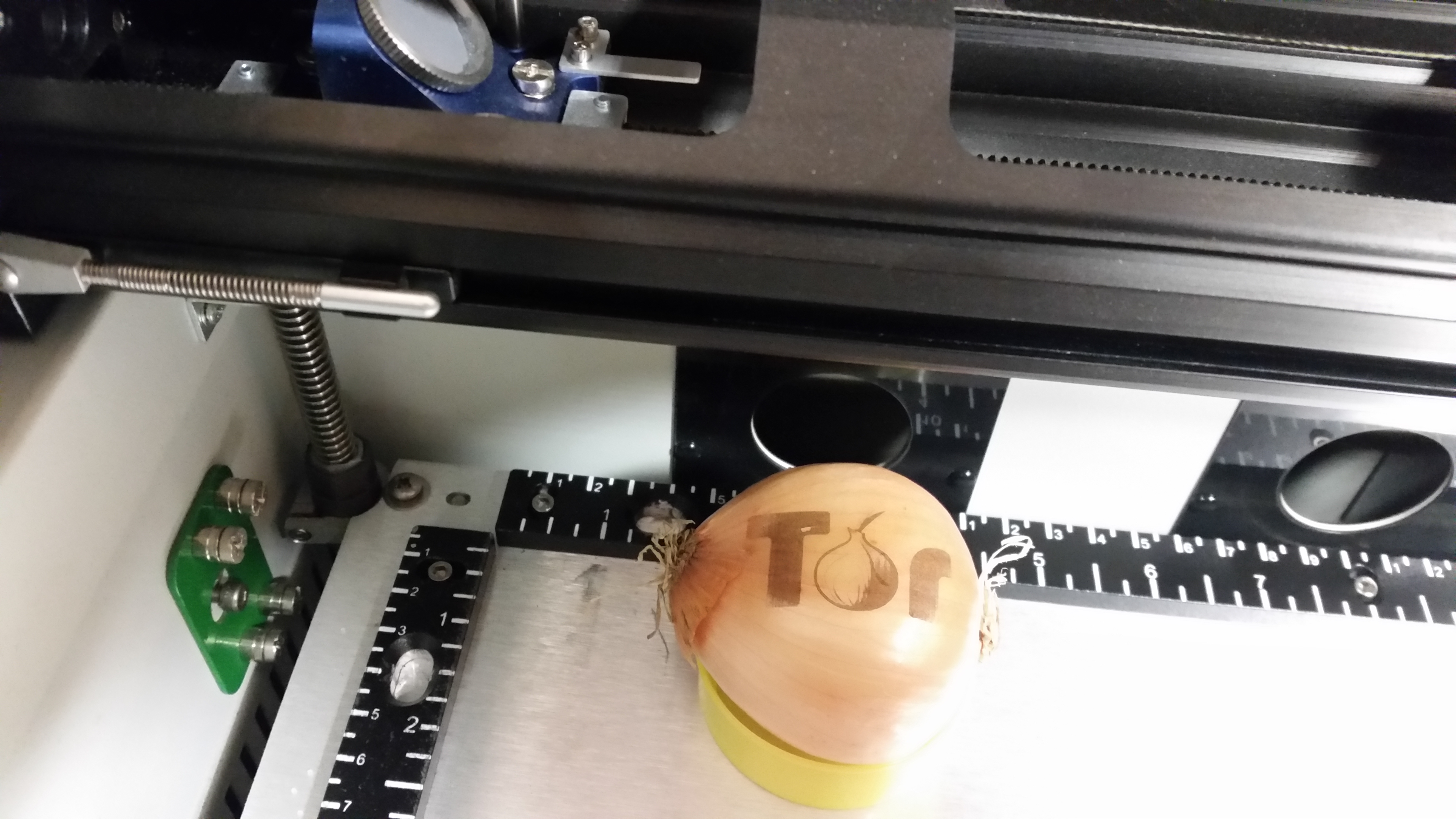
… wie ihr seht, kann sich das Ergebnis echt sehen lassen 😀
Nicht ganz einfach stellte sich die Fokussierung dar, da wir noch eine Rolle Isolierband zum Stabilisieren der Zwiebel nehmen mussten, war der Aufbau inkl. Gitterrost zu hoch. Aber den kann man ja zum Glück auch entfernen …
Falls nochmal wer eine Zwiebel gravieren mag, wir hatten „3d engrave“ mit power 20 und speed 100 verwendet.
… vor der kreativen Arbeit, erstmal ein Stückchen Pizza:

… war irgendwie ein bissl viel, aber sau lecker 🙂
Umkehrt ganz gut, dass es etwas zu viel war, so konnten wir uns um eins nochmal stärken.
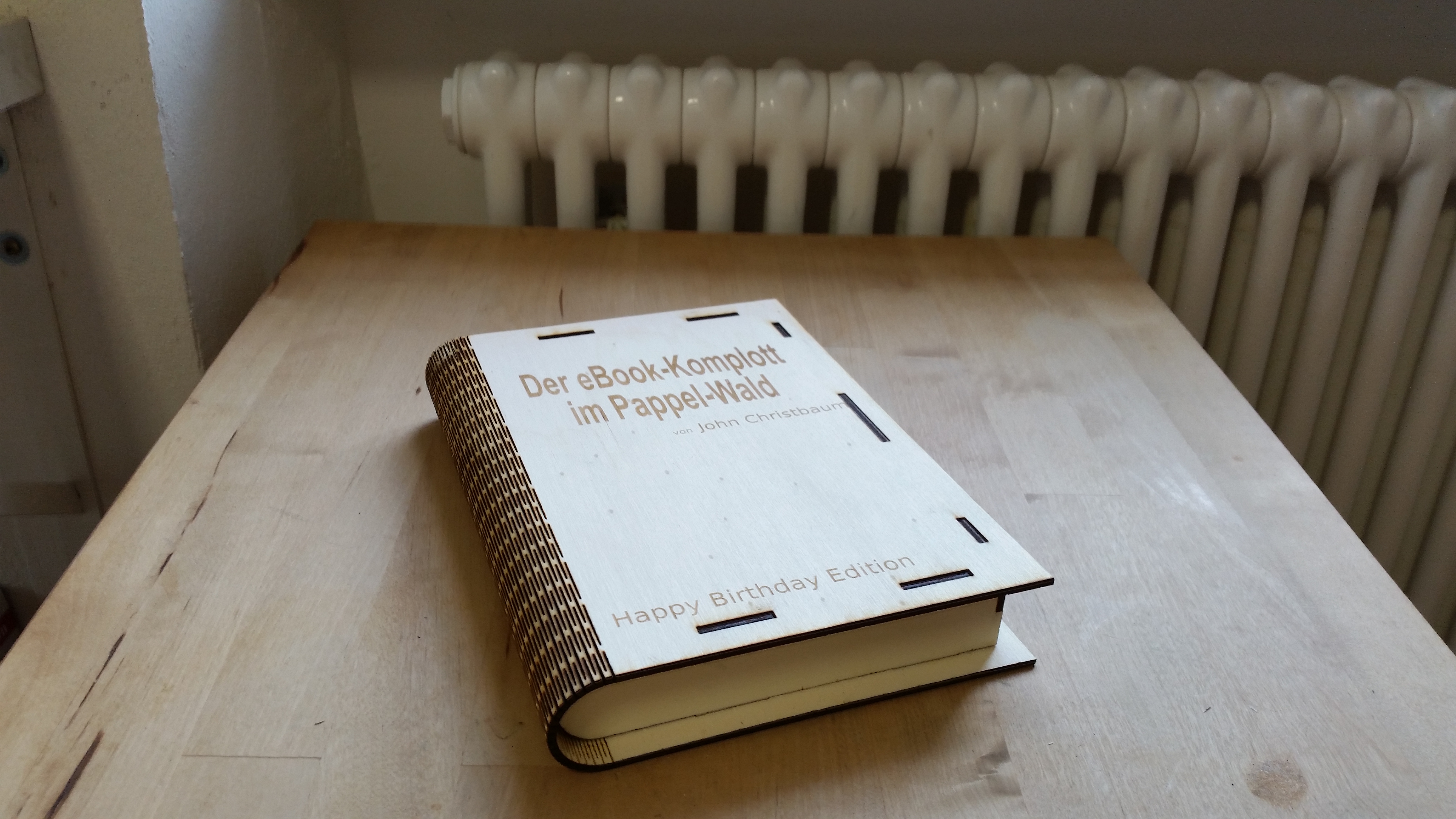
Wie verschenkt man eigentlich ein e-book zum Geburtstag? Im Fall von Amazon’s Kindle geht das so eigentlich nicht, sondern man verschenkt de facto einen Amazon Gutschein, … sieht aber langweilig aus. Also braucht’s eine Verpackung um den Gutschein … da kam dann die Idee, warum nicht in Buchform? … aus Holz?
Aber wie macht man einen Buchrücken, Holz und biegen geht eigentlich nicht gut zusammen. Christoph hatte es ja schon einmal gezeigt, des Rätsels Lösung heißt living hinge. Dazu gibt’s auch eine passende Inkscape Extension, die ich jetzt auf allen Rechnern im Lab vorinstalliert habe.
… und wenn wir schon den Laser Cutter bemühen, dann kann man auch noch einen lustigen Buchtitel rastern.
Buch, noch flach:

Endergebnis sieht so aus:
Bernd war heute da und irgendwann kam die Idee auf, die CNC zu nutzen um seinen nickname auf einen USB-Stick zu gravieren.
Gesagt, versucht, gescheitert. Die Idee war zunächst mit Inkscape den Schriftzug zu erstellen und den Pfad als G-Code zu exportieren. PyPC-NC hat den Schriftzug ein bisschen verstümmelt:
Wie sich beim Debuggen zeigte war die Polar-Koordinaten gestützte Korrektur noch nicht fehlerfrei. Nach einigen Versuchen sah es dann deutlich besser aus:

… der letzte Versuch mit einem Streckfaktor von zwei und phi von 45°.
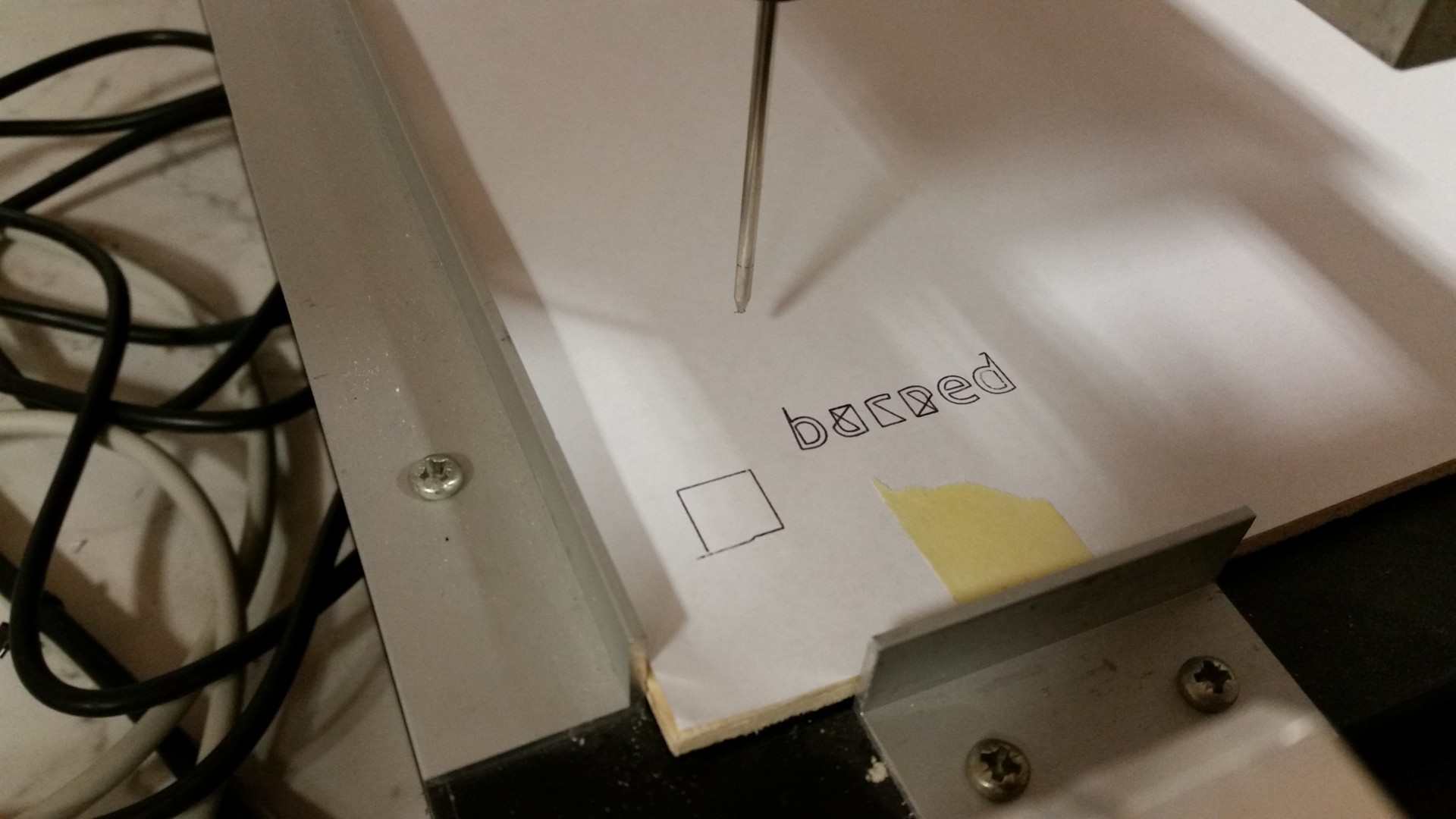
… immer noch auf dem Weg zur selbst erstellten Platine, genauer gesagt beim Bohren eben dieser. Kürzlich bin ich noch über das Problem gestoßen, dass man die Platine exakt gerade in die Fräse einlegen muss, dass die Bohrlöcher auch an der richtigen Stelle im Epoxyd landen und nicht etwa ein paar Millimeter daneben. Das ist aber gar nicht so einfach …
… die „Softie“-Lösung, bevor ich mir Mühe mit der „Hardware“ geb‘, arbeite ich doch lieber mit Software um das Problem herum.
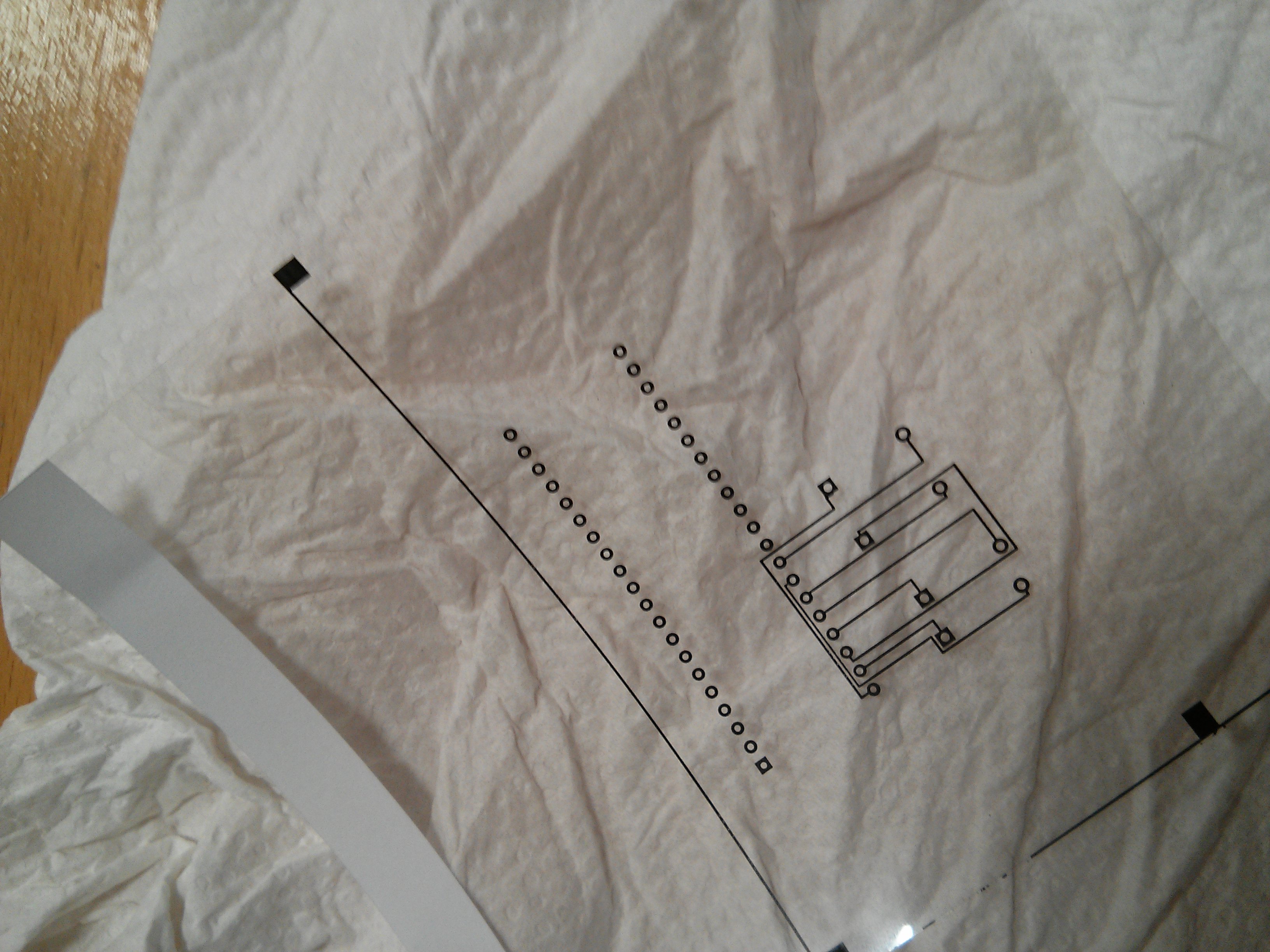
Gegeben sei also eine Platine (hier eine „Simulation“ in Form eines simplen A4-Blatts), die nicht exakt gerade in der Fräse liegt, etwa so:
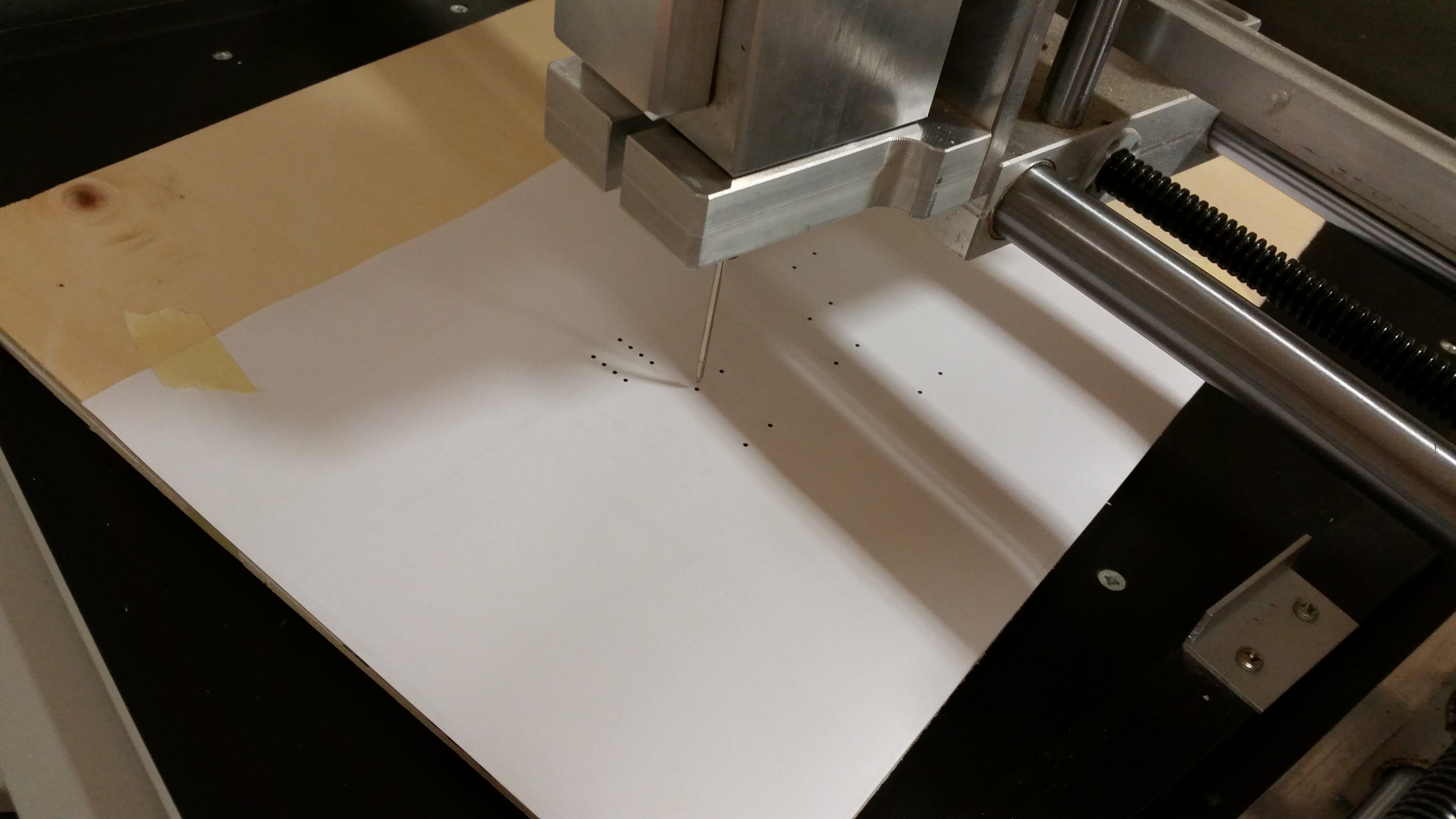
… dann muss man dem Controller der Fräse nur noch beibringen, wo zwei frei gewählte Punkte aus dem G-Code in der Realität liegen. PyPC-NC ermittelt daraus mittels Polarkoordinaten dann zwei Korrekturwerte: um wieviel Grad muss gedreht werden und um welchen Faktor ist der Radius zu korrigieren.
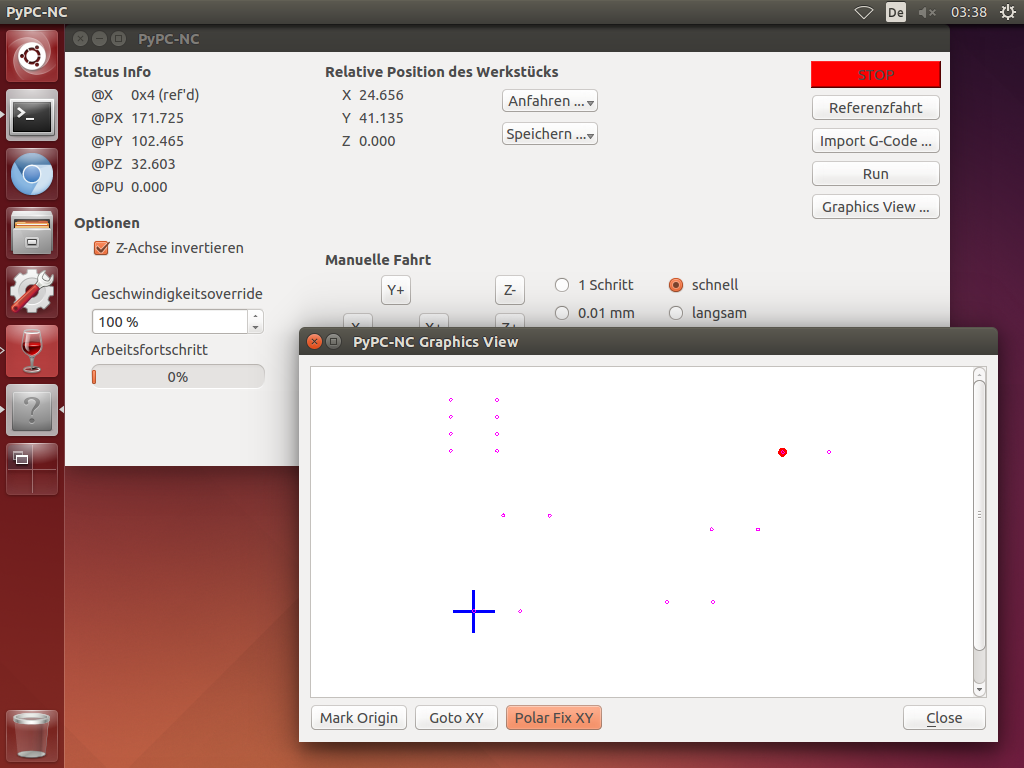
… bei der Gelegenheit ist für PyPC-NC eine grafische Darstellung des G-Codes auf der XY-Plane abgefallen nebst der Möglichkeit den Ursprung der G-Code Datei nach belieben fest zu legen.


… Johannes musste gerade mal probieren wie ein Pullover mit spiegelverkehrtem Aufdruck aussieht …
heute im Fablab entdeckt: wir haben nicht nur eine T-Shirt-Presse, sondern auch eine Platinenpresse 🙂
damit kann man Toner, den man vorher auf eine Overhead-Folie gedruckt hat …
… in 20 Sekunden auf eine Platine aufbügeln:

… die Platine hat von vorherigen Fräsversuchen schon Schäden. Der Toner haftet aber zumindest an den anderen Stellen sehr gut an.
Ein Ätzbad haben wir aktuell nicht da; daher wird sich das finale Ergebnis erst in ein paar Tagen weisen …
(Ziel ist immer noch die möglichst einfache Herstellung von eigenen Platinen; … nachdem sich gezeigt hat, dass das Fräsen nicht zum gewünschten Erfolg führt)