
… immer noch auf dem Weg zur selbst erstellten Platine, genauer gesagt beim Bohren eben dieser. Kürzlich bin ich noch über das Problem gestoßen, dass man die Platine exakt gerade in die Fräse einlegen muss, dass die Bohrlöcher auch an der richtigen Stelle im Epoxyd landen und nicht etwa ein paar Millimeter daneben. Das ist aber gar nicht so einfach …
… die „Softie“-Lösung, bevor ich mir Mühe mit der „Hardware“ geb‘, arbeite ich doch lieber mit Software um das Problem herum.
Gegeben sei also eine Platine (hier eine „Simulation“ in Form eines simplen A4-Blatts), die nicht exakt gerade in der Fräse liegt, etwa so:
… dann muss man dem Controller der Fräse nur noch beibringen, wo zwei frei gewählte Punkte aus dem G-Code in der Realität liegen. PyPC-NC ermittelt daraus mittels Polarkoordinaten dann zwei Korrekturwerte: um wieviel Grad muss gedreht werden und um welchen Faktor ist der Radius zu korrigieren.
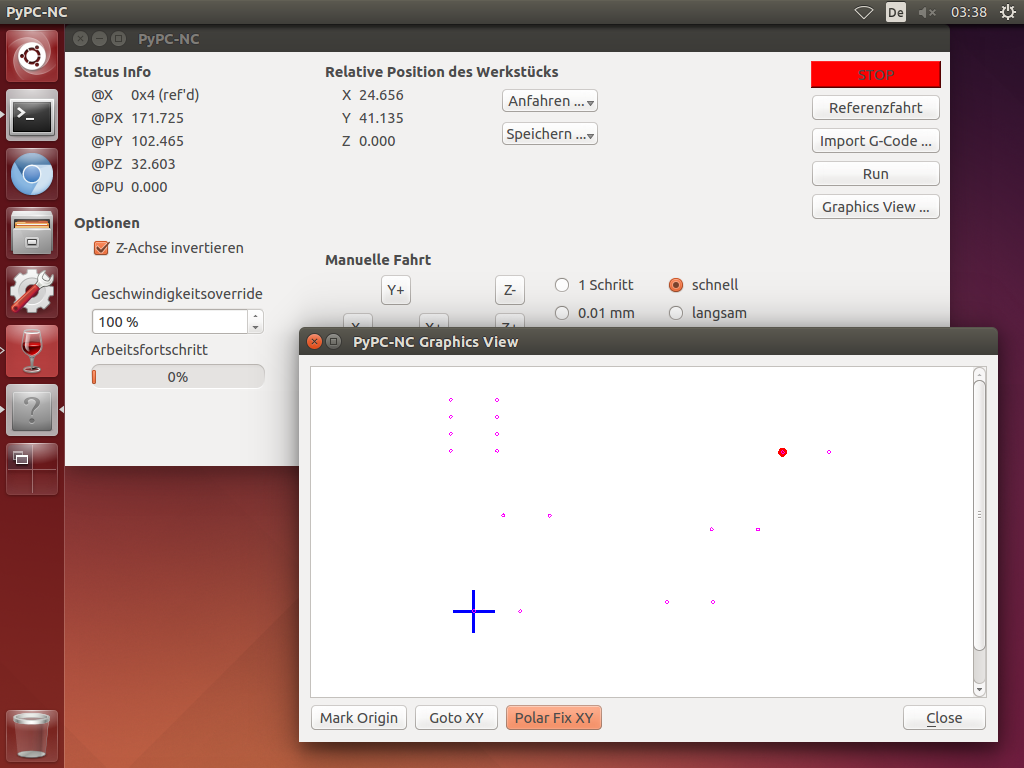
… bei der Gelegenheit ist für PyPC-NC eine grafische Darstellung des G-Codes auf der XY-Plane abgefallen nebst der Möglichkeit den Ursprung der G-Code Datei nach belieben fest zu legen.
Werden für eine Bearbeitung absolute oder relative Polarkoordinatenangaben benötigt.
… das ist nur ein Rechenmodell, das die Ansteuerung der Fräse intern fährt. Der G-Code bleibt unverändert, d.h. enthält weiter kartesische Koordinaten auf einer XY-Plane. Bei der Ansteuerung wird letztlich „nur“ intern auf ein Polarmodell zurückgegriffen um zu kompensieren, dass ein Werkstück (geätzte Platinen) nicht exakt gerade eingelegt wurde.